
真空铝合金钎焊炉设备工艺
- 所属栏目:技术文章
- 发布时间: 2024-07-12
如果您正在寻找相关产品或有其他任何问题,
可随时拨打我公司销售热线,或点击在线咨询报价!
全国统一销售热线
199-4380-6602
铝合金具有优良的铸造性能和良好的机械性能。广泛应用于汽车、电子、机械等领域。然而,铝合金的钎焊具有一定的挑战性,主要因为铝表面容易形成一层氧化膜,这层氧化膜在钎焊过程中需要被破坏以确保良好的钎焊接头质量。因此在进行铝合金钎焊时,通常采用真空钎焊炉。

真空钎焊炉设备
真空钎焊铝合金的优势:
1、无氧环境:真空钎焊在低氧或无氧环境中进行,可以防止铝合金表面氧化膜的再生成,从而提高钎焊质量。
2、高纯度接头:在真空环境中进行钎焊可以减少杂质的影响,提高焊接接头的纯度和强度。
3、均匀加热:真空钎焊设备通常能够提供均匀的加热环境,减少热应力和变形。
以下是详细的铝合金钎焊工艺步骤:
1、钎料选择
钎料类型:常用的钎料为Al-Si系钎料,如4045、4343合金。钎料的熔点通常在575-590°C左右,适合ADC12铝合金钎焊。 助焊剂:可以使用非腐蚀性助焊剂,如氟化物或氯化物助焊剂,以帮助去除表面氧化膜,确保良好的钎焊效果。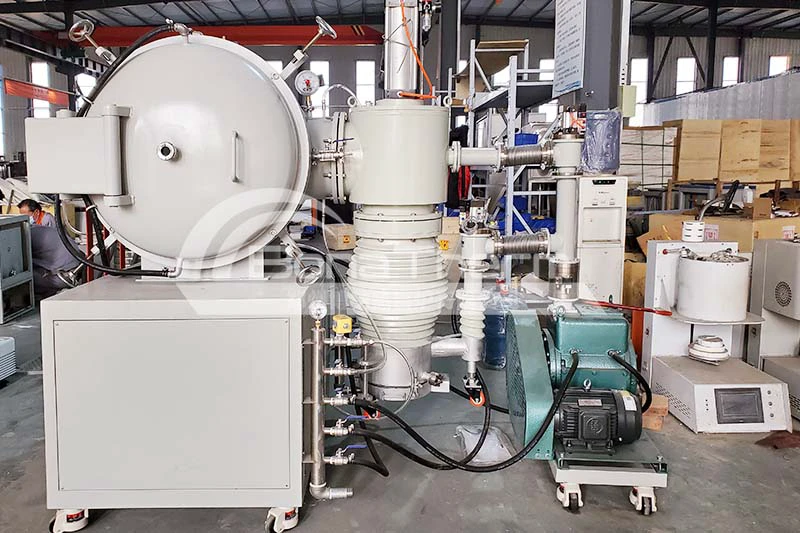
真空铝钎焊炉
2、表面处理
机械清理:对待焊接部位进行机械打磨,去除表面的氧化层、油污和其他杂质。 化学清洗:使用碱性或酸性溶液进行化学清洗,进一步去除表面残留物。常用的清洗剂包括碱性溶液(如NaOH)和酸性溶液(如HNO3和HCl的混合溶液)。4、干燥:清洗后,用去离子水彻底冲洗干净,并在干燥箱中干燥,确保表面无水分和残留物。
5、装配和夹具设计
装配:确保待钎焊部件的正确对齐和紧密接触。可以使用夹具固定焊件,避免焊接过程中发生位移。夹具:设计合理的夹具,能够承受钎焊过程中的温度变化和机械应力,保持焊件的稳定性。
6、钎焊过程
预热:在真空钎焊炉中缓慢升温至400-450°C,进行预热。预热过程有助于消除焊件内的残余应力,改善钎焊质量。
钎焊温度:继续升温至钎料的熔点(通常在575-590°C)。在达到钎料熔点后保温几分钟,确保钎料充分熔化和润湿待焊接表面。
真空度:保持高真空度,通常在10^-5至10^-6 Torr范围内,以防止氧化和气体杂质的影响。
保温时间:根据具体焊件的尺寸和形状,保温时间通常为数分钟,确保钎料充分流动并形成均匀的焊缝。
7、冷却
降温速率:钎焊完成后,缓慢降温,避免热应力和变形。降温速率可以控制在10-20°C/min。
保护气氛:降温过程中,可以在真空环境或充入惰性气体(如氩气)保护下进行,以防止表面氧化。
8、后处理
清洗:钎焊后,必要时进行清洗,去除表面残留的助焊剂和其他杂质。检验:对钎焊接头进行质量检验,包括外观检查、无损检测(如X射线检测)、强度测试等,确保钎焊质量符合要求。9、注意事项
氧化膜处理:铝合金表面的氧化膜对钎焊质量影响较大,必须彻底去除并防止在钎焊过程中重新生成。
钎料选择:确保钎料与基材的相容性,避免钎焊过程中产生不良的金属间化合物。温度控制:精确控制钎焊温度和保温时间,避免过热导致基材损伤或钎料过度流动。
综上所述,通过精确控制真空钎焊炉工艺流程各参数,可以实现高质量的ADC12铝合金钎焊,确保焊接接头的质量和性能,满足各种应用需求。- 上一篇: 如何选择合适的实验室马弗炉?
- 下一篇: 自动进出料摆振旋转烧结炉价格贵吗


